锂电行业应用
机器视觉检测作为智能制造设备的重要组成部分,也在锂电池的各个生产阶段发挥了重要作用,极大提升了产品的生产效率和品质安全。
为避免侧面焊接模组的缺陷对后续的装配工艺产生影响,深视智能利用3D相机高效检测侧缝焊接情况,对焊接质量和焊缝大小进行管控,以提升侧焊工艺,保证模组质量。
检测需求
产品名称:侧面焊接模组
测量项目:缺陷检测
检测结果:精度满足客户要求,速度可达100mm/s,能够稳定识别大于0.5mm×0.5mm的缺陷面积。

点云图
检测过程
创建匹配模板
将点云数据灰度化,运用通用滤波,框取区域制作匹配模板。

模板图像
建立长宽测量项目
首先去平面以提取焊接区域点云图,再将点云图转化为灰度图并进行预处理,最后测量焊接区域的长宽尺寸。

点云图&灰度图
建立高度测量项目
首先框选出焊接区域,运用计算区域内到平面距离的工具,输出焊接区域最高点以及最低点数据。

示意图
建立平滑爆点测量项目
首先去平面以提取焊接区域点云图,随后获取相机内部亮度灰度数据,通过阈值分割提取黑色Mark点。

测量数据

动态测量数据
相机参数
1.相机型号: SR7050
2.参考物距(CD): 50mm
3.Z轴高度(FS): 5mm
4.X轴宽度: 30.5mm
5.Z轴线性度: ±0.05%的F.S.
6.Z轴重复精度: 0.2μm
7.X轴重复精度: 2.5μm
8.X轴数据间隔: 10μm
9.X轴轮廓点数: 3200
10.扫描速度: 2500~8000
审核编辑:刘清
 电感器设计流程和见解
电感器设计流程和见解
时间:2026-05-01
 什么是触发器?触发器的作用是什么?
什么是触发器?触发器的作用是什么?
时间:2026-05-01
什么是电源?电源是如何进行分类的?
时间:2026-05-01
电驱动NVH的特点和结构
时间:2026-05-01
什么是霍尔传感器?
时间:2026-05-01
电负性的计算方法
时间:2026-04-30
电导的定义_电导的单位_电导怎么算
时间:2026-04-30
什么是计数器_计数器的作用
时间:2026-04-30
什么是欧姆定律_欧姆定律公式
时间:2026-04-30
RAID是什么?RAID有哪些?
时间:2026-04-30
 电阻的原理和作用 电阻色环识别图 电路中电...
电阻的原理和作用 电阻色环识别图 电路中电...
时间:2026-03-09
什么是室温超导?半导体时代将走向结束?芯...
时间:2026-03-09
 NVIDIA CPU+GPU超级芯片大升级!
NVIDIA CPU+GPU超级芯片大升级!
时间:2026-03-09
 半导体光刻工艺 光刻—半导体电路的绘制
半导体光刻工艺 光刻—半导体电路的绘制
时间:2026-03-09
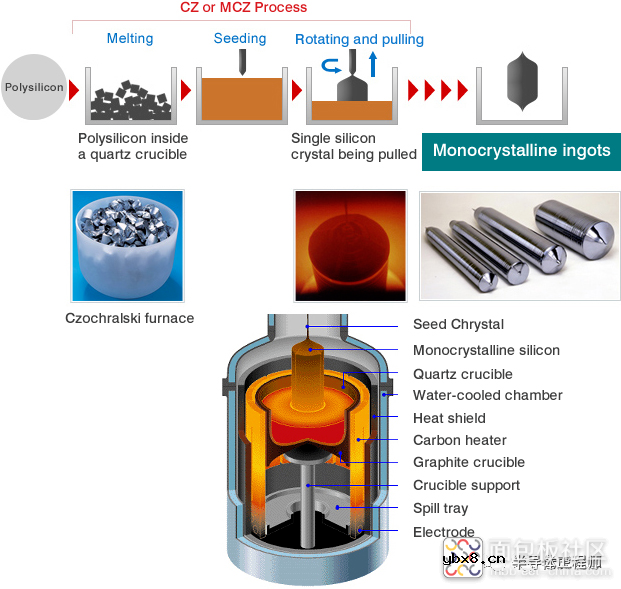 什么是硅片或者晶圆?一文了解半导体硅晶圆
什么是硅片或者晶圆?一文了解半导体硅晶圆
时间:2026-03-09
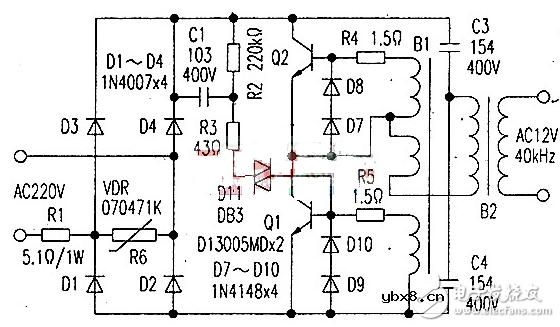 石英灯电子变压器电路原理
石英灯电子变压器电路原理
时间:2026-03-06
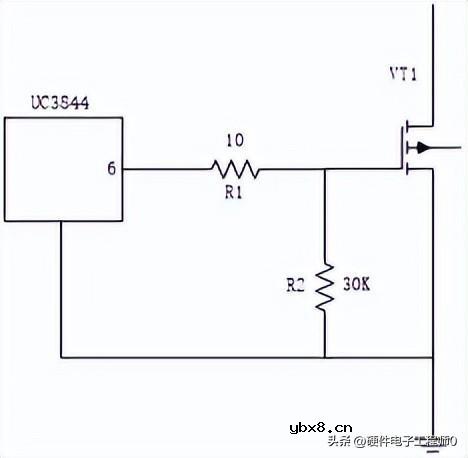 一文详解MOS管驱动电路拓扑的设计
一文详解MOS管驱动电路拓扑的设计
时间:2026-03-09
汽车芯片业应汲取的教训
时间:2026-03-09
半导体行业之ICT技术简介
时间:2026-03-09
 集成电路的几纳米代表了什么?
集成电路的几纳米代表了什么?
时间:2026-03-09